
肉盛溶接とは
肉盛溶接(Overlay welding)とは、金属の表面に溶加材を溶接し、補修や耐久性向上を図る技術です。 主に表面改質や、摩耗・腐食による損傷箇所の補修・形状復元を目的としており、耐摩耗性や耐食性を向上させることで部品寿命を延ばすことや、損傷した部品を再利用することができます。
一般的に、溶接というと金属同士を接合する継手溶接をイメージされることが多いですが、肉盛溶接はこれとは異なり、部品の表面を覆うように溶加材を溶接するのが特徴です。
また、同じく表面改質を目的とした技術には溶射やめっきがありますが、肉盛溶接は厚い硬化層を形成できることに加え、母材と溶加材が冶金的に結合するため密着性が高く、剥離しにくいというメリットがあります。
硬化肉盛溶接(Hardfacing)
竪型ミルやクラッシャーなど、日々の使用で擦り減り摩耗が生じる設備には、耐摩耗性に優れた硬化肉盛溶接を実施します。このプロセスにより、摩耗による損傷を軽減し、設備の長寿命化を図ります。

耐食肉盛溶接(Cladding)
ボイラ水冷壁パネルや化学プラント部品など、腐食が課題となる設備には、耐腐食性に特化した肉盛溶接を行います。この技術は、腐食による劣化を防ぎ、設備の信頼性を向上させることが可能です。
当社の溶接方法
セルフシールドアーク溶接
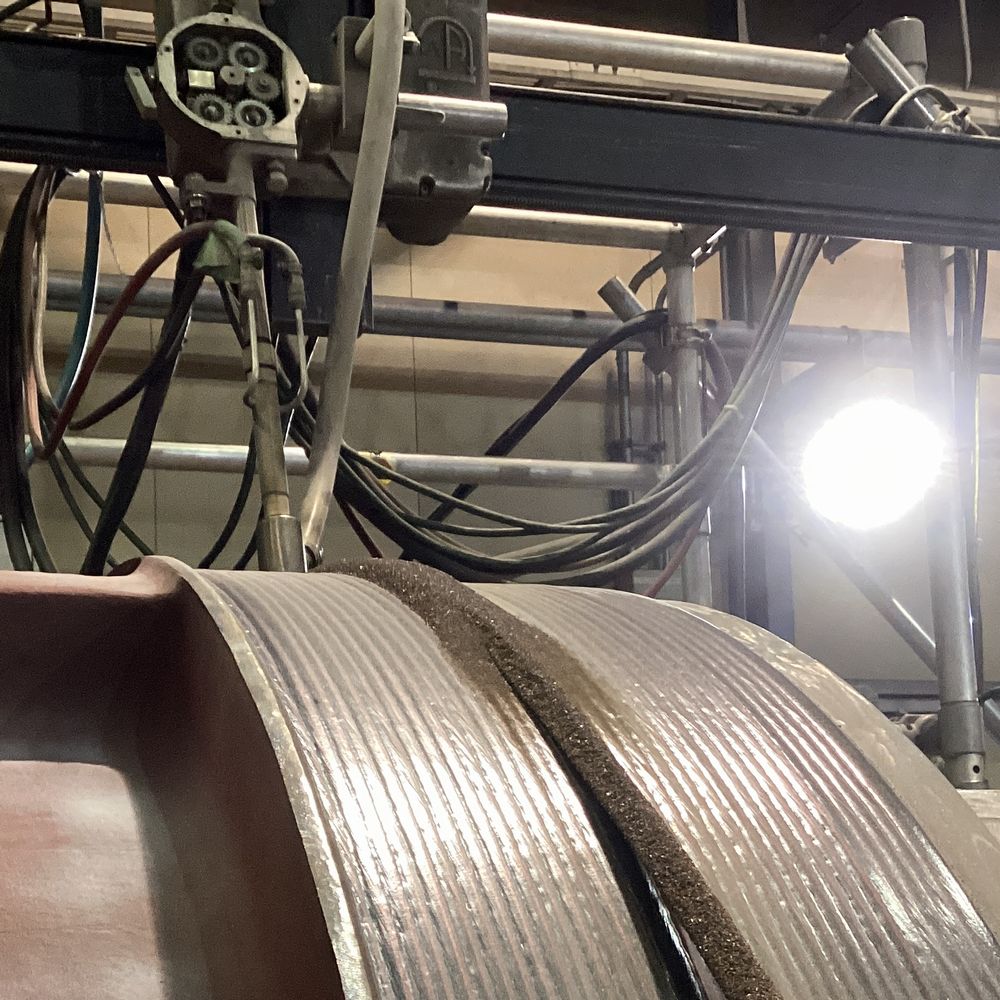
セルフシールドアーク溶接は、溶接材料自体がガスシールドを生成するため、外部からシールドガスを供給する必要がない溶接方法です。風の影響を受けにくく屋外作業に適しており、当社では耐摩耗肉盛溶接で最も多く採用しています。最大300kgのペールパックに巻かれた太径ワイヤを使用することで連続溶接が可能となり、シールドガス供給装置が不要なため、現場での作業効率向上にも貢献します。
施工事例:竪型ミルローラ,テーブルライナ,クラッシャー 他

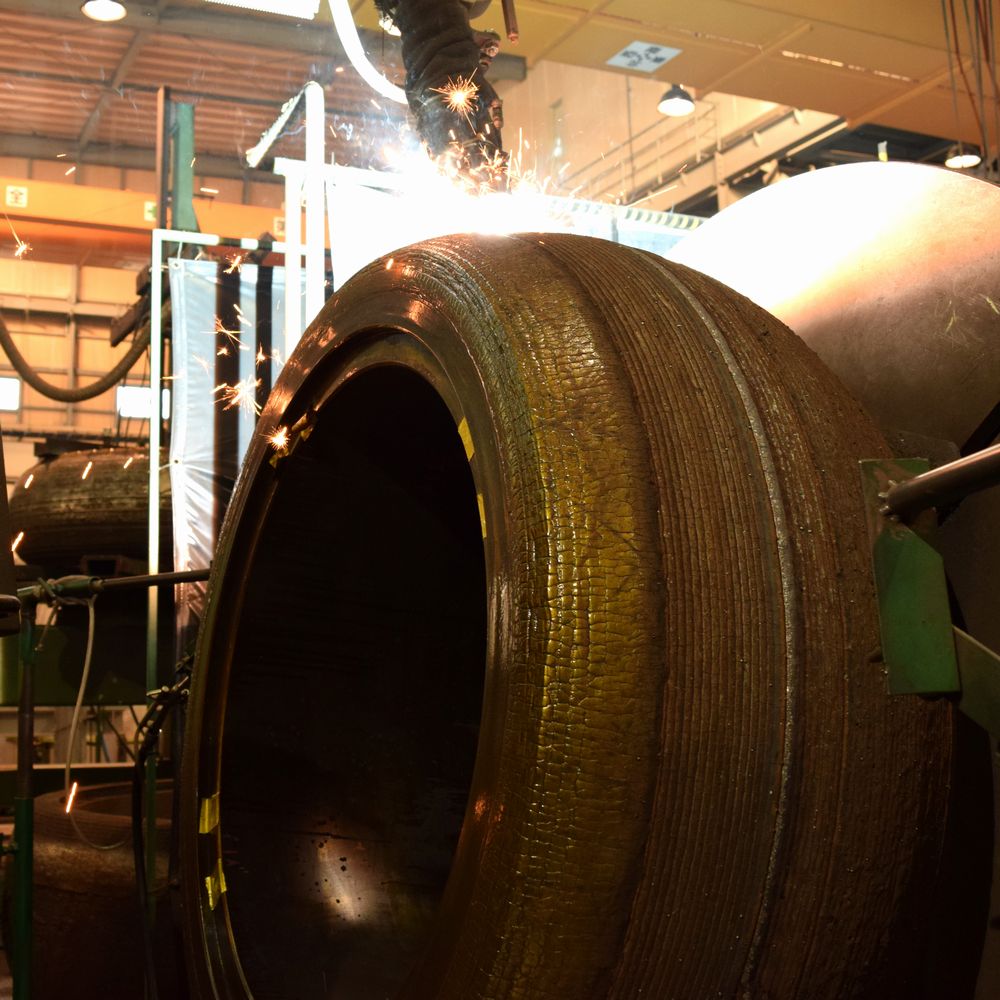
MIG,MAG溶接
MIG溶接(Metal Inert Gas溶接)とMAG溶接(Metal Active Gas溶接)は、ArやCO2などのシールドガスを使用して溶融金属を保護する溶接方法です。これにより、スパッタの発生が少なく、美しいビード外観が得られます。そのため、ボイラ火炉壁などの耐食性が求められる設備の肉盛溶接や、形状復元が必要な部品の修理に最適です。また、機械加工が必要な部品の肉盛溶接にも適しています。
施工事例:竪型ミルローラ,テーブルライナ,ボイラ火炉壁 他

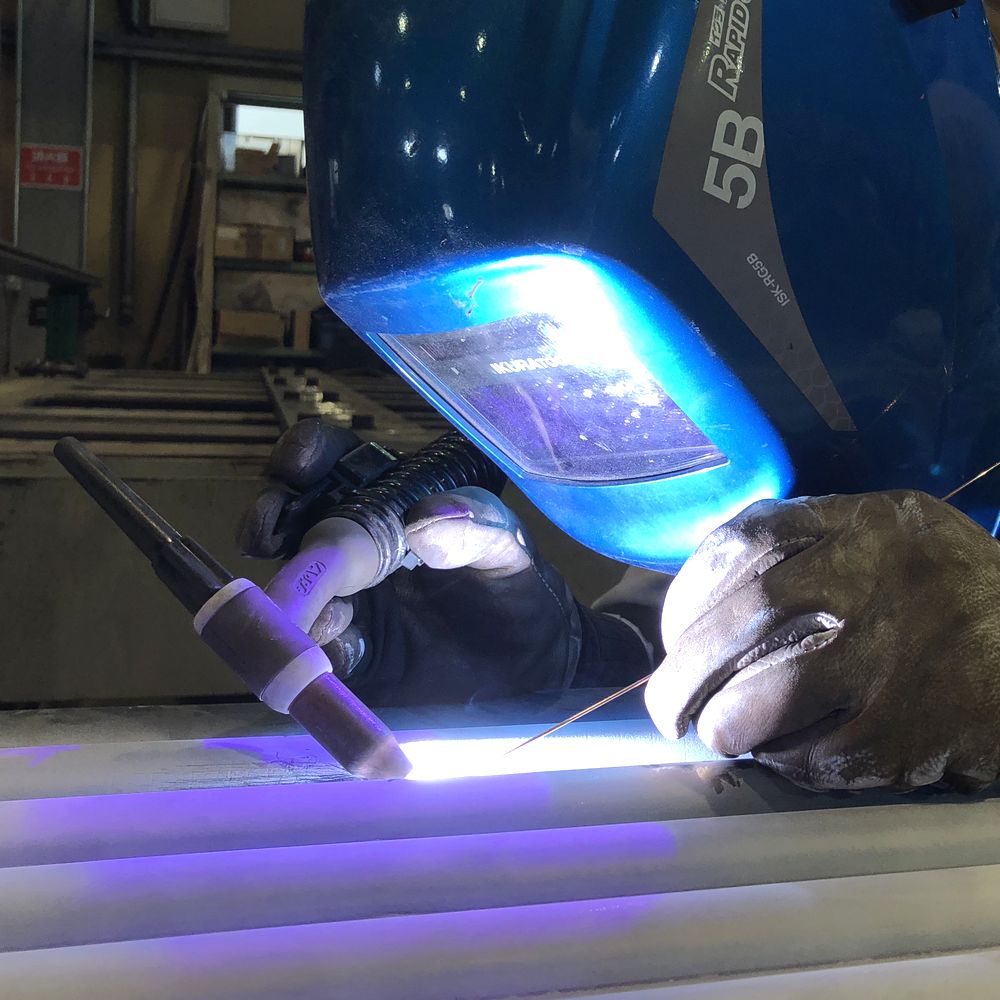
TIG溶接
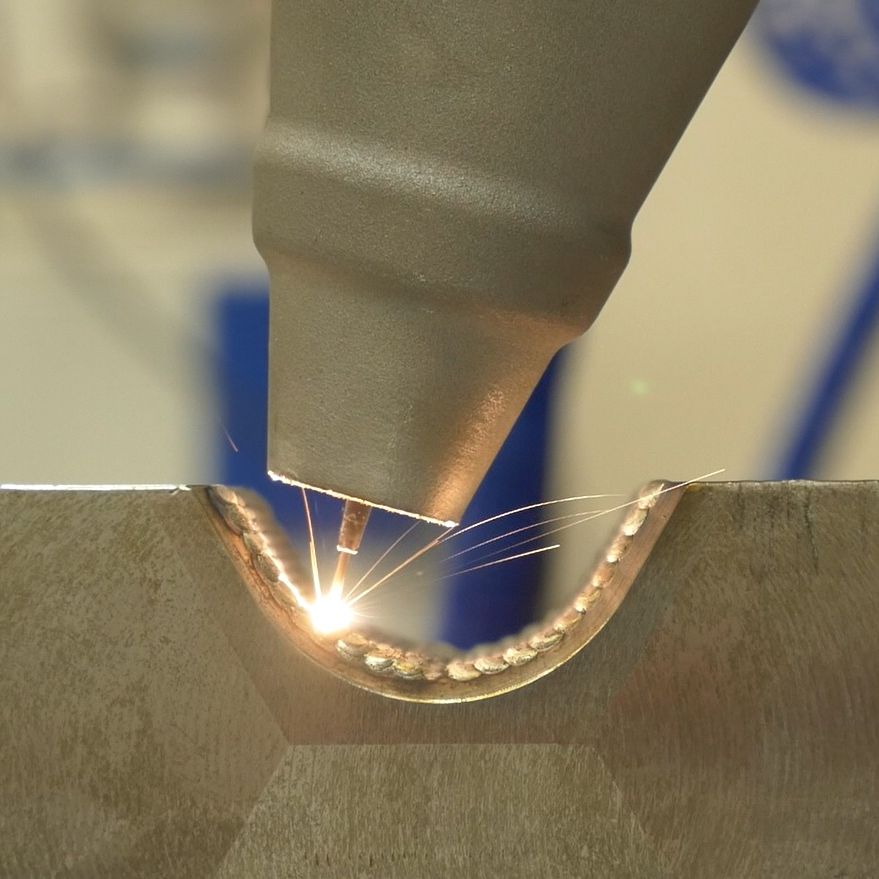
TIG(Tungsten Inert Gas)溶接は、不活性ガス(アルゴンなど)を使用し、タングステン電極でアークを発生させる溶接方法です。安定したアークと高品質な溶接が可能で、溶加材の量を細かく調整できるため、精密な溶接や補修に適しています。
被覆アーク溶接
被覆アーク溶接(通称:手棒溶接)は、フラックス(被覆材)で覆われた被覆アーク溶接棒を用いる、シンプルかつ汎用性の高い溶接方法です。屋外や高所、狭い場所などの作業環境にも柔軟に対応でき、風や天候の影響を受けにくいため、補修作業や軽作業に適しています。当社では目的に応じて他の溶接法を選ぶことが多いものの、治具の取り付けや社内設備の製作などにおいて、今なお実用的な手法として活用されています。

サブマージアーク溶接
サブマージアーク溶接(SAW)は、不活性ガス(Ar)や二酸化炭素(CO2)を使用せず、溶接中に粉状フラックスを用いて行う溶接方法です。粉状フラックスが溶接中にスラグを生成し、溶接部を保護します。この手法は、太径の溶接ワイヤを使用することで、高溶着率と高能率を実現でき、耐久性のある溶接が可能です。特に、大規模な構造物や、機械加工仕上げが必要な部品の修理や肉盛溶接に適しています。
施工事例:,ブライドルロール,偏心軸 他
PTA溶接
PTA溶接(粉体プラズマアーク溶接)は、プラズマアークを熱源として粉末状の材料(パウダー)を用いる溶接方法です。この手法は、インコネルやステライトなどの高合金鋼や耐摩耗性が求められる材料の溶接に適しています。また、複数の異なるパウダーを混合することで、耐摩耗性や耐腐食性に優れた肉盛金属を得ることができます。
施工事例:スクリュー,空気ノズル 他

レーザー溶接
レーザー溶接は、高密度に集光されたレーザー光を熱源として用いる溶接方法です。非接触で加工が可能なため、非常に狭い範囲にエネルギーを集中させることができ、熱影響を最小限に抑えられます。この特長により、低ひずみで高品質な溶接が可能となり、精密部品の接合や異種金属の溶接にも適しています。レーザー溶接は、精密かつ多用途な接合技術として幅広い分野で活用されています。
適用製品の一例
竪型ミルローラ・テーブルライナ
竪型ミル(Vertical Mill)は、原料やクリンカを効率的に粉砕する装置であり、ローラおよびテーブルライナが粉砕部を構成する主要部品です。これらの部品は常に高い圧力や衝撃、粉砕材との強い摩擦にさらされるため、粉砕面(仕事面)には摩耗が進行します。
当社は、自社工場および客先工場での肉盛溶接に対応しており、自社工場では重量物の施工が可能です。客先工場では、ミル内で直接肉盛溶接を行えるため、対象部品の取り外し・取り付け作業が不要となり、短期間での施工が可能です。この結果、摩耗対策を含むメンテナンスコストの削減とミルの稼働率向上に貢献します。
サイズ:ローラ径 ~φ3,200mm程度,テーブル径 ~φ4,000mm程度
施工方法:自社工場再生・現地施工いずれも対応
溶接材料例:HC-O,CN-O,VN-O 他
適用設備:石炭ミル,スラグミル,原料ミル,石膏ミル,クリンカ粉砕ミル,タンカル粉砕ミル,PCIミル
ボイラ水冷壁パネル
ボイラ水冷壁パネルは、火炉内を囲うチューブ構造で、燃焼熱を受けて水や蒸気を加熱するボイラの主要熱交換部です。パネルは高温燃焼ガスや灰、硫黄分などの腐食性成分に常にさらされるため、溝状腐食・硫化腐食・エロージョン摩耗が発生しやすく、長期運転では減肉や破孔の原因となります。
当社の自動肉盛溶接システムは小型・軽量化を実現しており、客先工場での施工にも対応可能です。各種ボイラの火炉壁では、高温硫化腐食や高温塩化腐食に対し、肉盛溶接層によって耐食・耐摩耗性を付与し、長寿命化に貢献します。また、垂直管だけでなく、超々臨界圧ボイラに用いられる傾斜管への施工にも対応しています。
サイズ:管の直径 φ34~φ76.2mm,長さ~5,000mm程度
施工方法:自社工場再生・現地施工いずれも対応
溶接材料例:ALLOY625,ALLOY622 他
適用設備:石炭焚きボイラ,バイオマス発電ボイラ,廃棄物発電ボイラ,循環流動層ボイラ,気泡型流動層ボイラ,オイルコークス焚きボイラ,ごみ発電ボイラ 他

スクリュー
スクリューは、粉体や粒体、灰、クリンカなどを搬送する装置で、プラント内の各工程をつなぐ重要な搬送部品です。内部の羽根(スクリューブレード)や軸部は、搬送材との摩擦や衝突、さらに高温・腐食性雰囲気などの影響を受け、摩耗や減肉が進行しやすい箇所です。
当社では、スクリュー羽根部に対して耐摩耗性に優れた硬化肉盛溶接を施し、摩耗面を再生・強化しています。また、軸部にはステンレス板によるライニングと硬化肉盛溶接を組み合わせることで、耐摩耗性と耐腐食性の両立を実現。バンカースクリュー、リクレーマースクリュー、灰処理スクリューなど、多様な仕様や使用環境に対応可能です。
サイズ:長さ ~10,000mm程度
施工方法:自社工場再生・現地施工いずれも対応
溶接材料例:HC-O,CNV-O,STELLOY-6 他
適用設備:バンカースクリュー,リクレーマースクリュー,ボトムアッシュスクリュー,石炭スラッジスクリュー 他

クラッシャーマントル・コンケーブリング
クラッシャー(破砕機)は、鉱石やクリンカ、スラグなどを所定の粒度に破砕する装置で、プラント工程の前処理に欠かせない重要設備です。その中でもマントルとコンケーブリングは、破砕ゾーンを構成する主要摩耗部品であり、原料を圧縮・衝撃破砕する際に直接荷重を受けます。これらの部品は、原料との衝突や擦れ、繰り返し応力の影響により、表面摩耗や割れ、変形が発生しやすい箇所です。
マントルやコンケーブリングの多くは高マンガン鋼で製作されていますが、稼働初期は硬度が低いため、摩耗が進行しやすくなります。
当社では、耐摩耗性に優れた硬化肉盛溶接を未使用段階で表面に施すことで、初期摩耗を抑制しています。
硬化肉盛層が摩耗している間に母材の高マンガン鋼が加工硬化し、粉砕を担当する段階までに十分な硬度が得られるため、部品全体として長寿命化を実現します。
サイズ:直径 ~φ2,000mm程度
施工方法:自社工場再生
溶接材料例:MC-O 他
適用設備:破砕機

焼結設備クラッシャー受歯
焼結設備クラッシャーは、高温の焼結塊を適正なサイズに破砕する装置で、焼結工程の最終段階に位置する重要設備です。その中でも受歯は、回転側の鬼歯との間で焼結塊を噛み砕く主要摩耗部品であり、常に強い衝撃力と摩擦熱にさらされます。高温状態での衝撃や摩耗、さらに焼結鉱に含まれる酸化物・微粉による摩耗の影響で、歯先の摩耗や欠損、割れが発生しやすい箇所です。
当社では、耐摩耗性と靱性を兼ね備えた独自の溶接技術「3D-Carb」を採用しています。
この技術により、硬化肉盛を最適な位置に精密配置し、衝撃を効率的に分散できる構造を実現。
これにより、部品の高い耐久性と長寿命化を可能にしています。
サイズ:長さ ~4500mm程度
施工方法:自社工場再生
溶接材料例:CV-O 他
適用設備:焼結設備

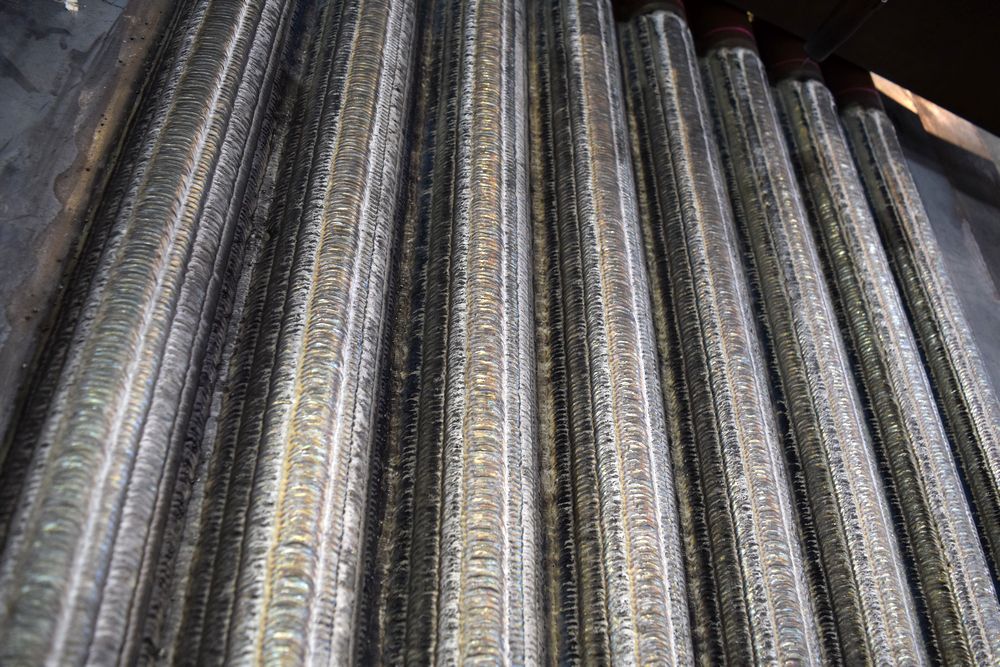
肉盛溶接管
ボイラ火炉におけるスクリーン管や層中蒸発水管、各種ノズルなど、設備内で摩耗しやすい箇所に使用される管の外面に、耐食・耐摩耗性を持たせた肉盛溶接を施しています。また、この肉盛溶接管には曲げ加工を施すことも可能です。さらに、本方式における管の冷却方法については、特許を取得しております。
主な溶接材料:ALLOY625,ALLOY622 他
主な適用事例:層内管,層中蒸発水管 他

流動化ノズル
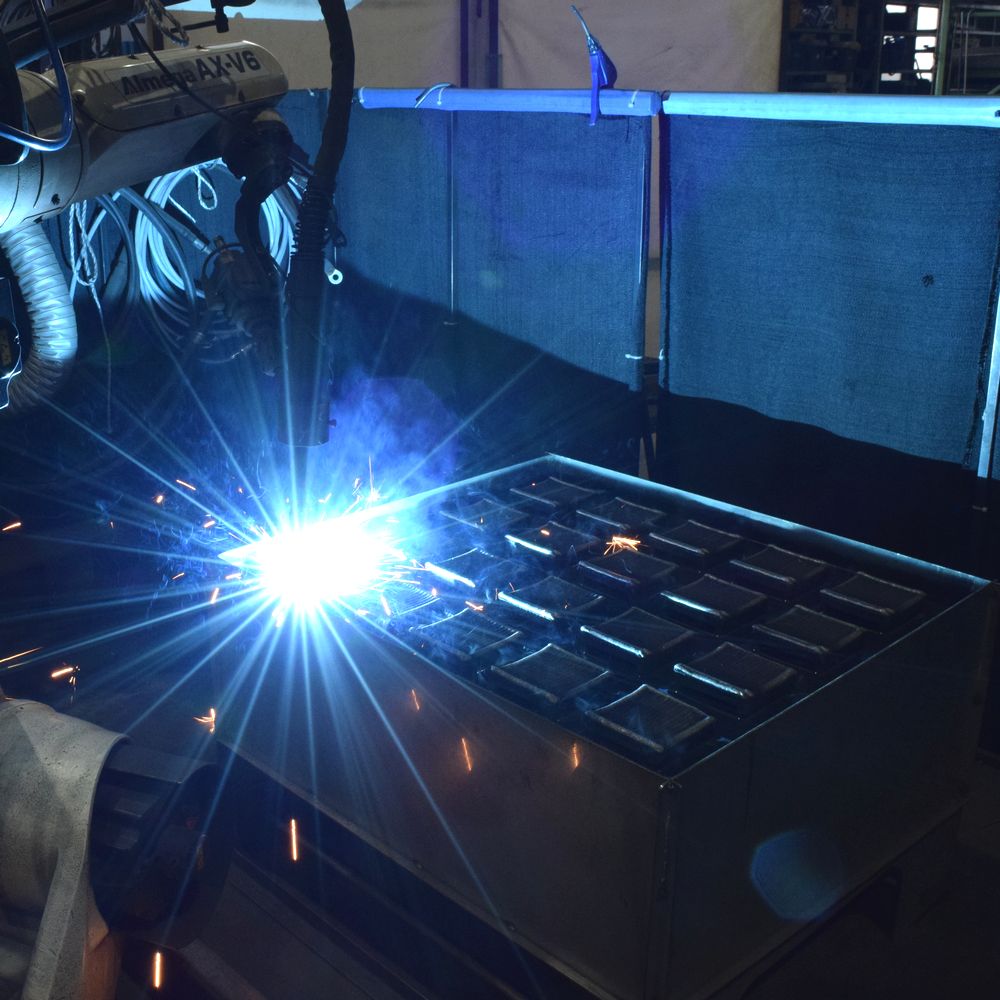
循環流動層ボイラ(CFB)は燃料と床材を流動化して燃焼させる装置で、流動化ノズルは一次空気を供給し流動層を安定させる重要な部品です。しかし、ノズルは高温・高摩耗環境にさらされるため、表面が減肉し性能が低下します。これを防ぐため、STEELLOY No.12などを用いた硬化肉盛溶接を、ロボット溶接装置で複数ノズルを並行して施工し、耐摩耗性を向上させます。
主な溶接材料:STELLOY No.12 他
主な適用事例:循環流動層ボイラ
耐摩耗プレート
Welding Alloys Groupでは、取り扱いや加工性に優れ、かつ高い耐摩耗性を備えた耐摩耗プレートとして、特殊な肉盛溶接技術で製造される「Hardplate™」と「Hardlite™」を販売しています。Hardplate™は大判サイズでの提供が可能で、大型製缶品の製作に適しています。一方、Hardlite™は業界屈指の薄さを実現した耐摩耗プレートで、曲げ・切削などの精密加工にも対応します。
これらの耐摩耗プレートを用いたサイクロン、シュート、ケーシングなどの製缶加工にも対応しており、用途に応じた最適な耐摩耗ソリューションをご提案します。
詳しくは、耐摩耗プレートの紹介ページをご覧ください。
主な溶接材料:HC-O 他
主な適用事例:耐摩耗シュート,耐摩耗サイクロン 他

1点からでも、お見積可能です
「このような部品にも対応可能か?」といったご相談も、喜んで承ります。摩耗や腐食でお悩みの部品や設備には、最適なハードフェイシングソリューションをご提案させていただきます。また、お客様の仕様や要件に合わせた各種製品も豊富にご用意しております。どんなことでも、お気軽にお尋ねください。